
Simplified Feedback
InnerVoice is the most powerful in-process monitoring capability in the industry. But do not be fooled by its sophisticated interface, its powerful data explorers, or its multivariate baseline generation and comparison tools. All of its power and versatility can be condensed into a single pass/suspect/fail or go/no-go quality disposition. This article provides several ways in which InnerVoice's quality disposition can be integrated into a plant-floor solution.
InnerVoice is a 100% in-process quality assurance platform for automated welding processes. The intended end user is a conventional manufacturer where the production environment is characterized by repeatedly performing the same weld using the same process parameters on the same workpiece geometry with the same material properties. Real-time feedback of process performance and weld quality is accomplished by comparing the current production weld’s process fingerprint to a baseline of qualification welds. InnerVoice achieves this feedback through a systematic series of activities which include:
- Data Collection: Collecting one or more data streams from the welding process.
- Signal Processing and Feature Extraction: Condensing the raw, ill-defined data into physically-meaningful and process-relevant features, known as a process fingerprint.
- Baseline Comparison: Comparing the production weld’s process fingerprint to a baseline of qualification welds using a proprietary, multivariate statistical technique.
- Quality Dissemination: Aggregating and disseminating the comparison into a passed, suspected, or failed quality assessment.
InnerVoice insulates the end user from the complexities of data collection, signal processing, feature extraction, multivariate statistical analysis, and machine learning by fully automating the activities listed above. As a result, InnerVoice provides the manufacturer with a pass/suspect/fail or a go/no-go quality disposition on a part-by-part basis. This information can be disseminated to the welding operator on the plant floor in a variety of different ways.
- Communication with a PLC: One of the more common methods of disseminating InnerVoice's quality disposition is by communicating directly with the manufacturer's PLC. The manufacturer can then determine how best to handle InnerVoice's feedback. For example, the PLC can be programmed with rules that determine if and when to lock out the process and require the operator to call for the welding engineer to troubleshoot, diagnose, and restart production.
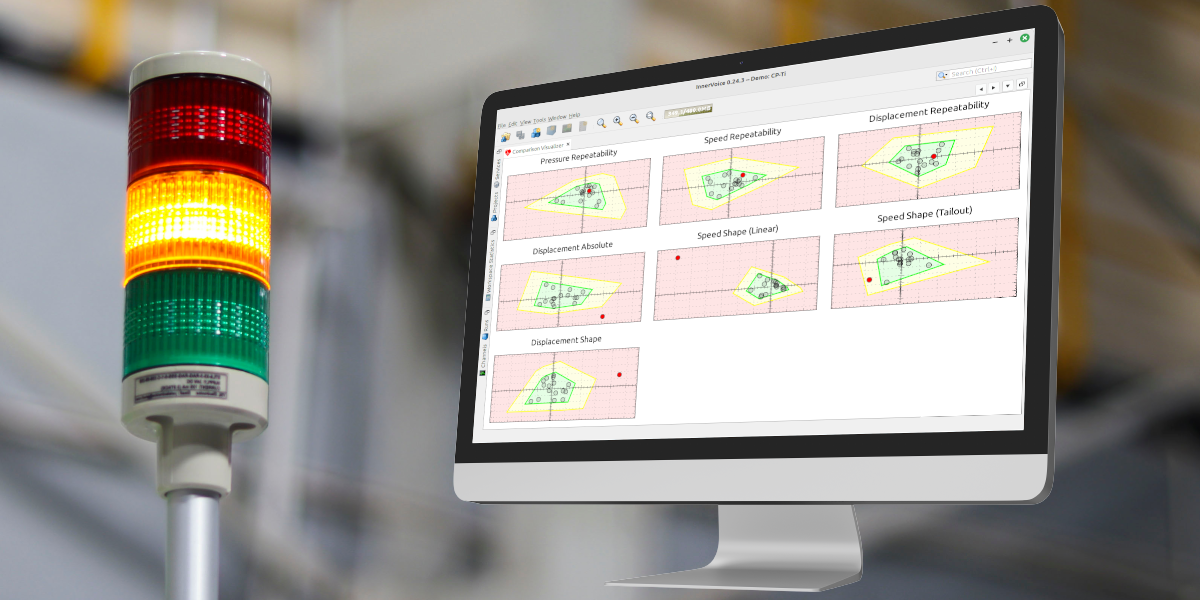
- Visual (and/or Audible) Notification: A second common method is to incorporate a stack light next to the machine tool or welding station. A stack light can alert the operator when the process requires attention or a part needs additional quality scrutiny.
- Human Machine Interface: InnerVoice can be installed on an HMI next to the machine tool or welding station. Feedback can be acquired directly from InnerVoice's Production Window. This is common for small-lot manufacturing environments where the welding engineer is usually more hands on in terms of operating the machine tool or overseeing the production environment.
In the first two scenarios, InnerVoice is usually running remotely on a server in an IT room. Starting, stopping, and configuring InnerVoice is most commonly accomplished by an IT technician. In general, InnerVoice runs autonomously inspecting process behavior and searching for anomalous conditions. The only time InnerVoice requires user attention is when the process "misbehaves." For most manufacturing environments, this is rare. Consequently, the additional time and effort imposed upon the IT staff are minimal, but the benefits of realizing 100% in-process quality assurance are immeasurable.
Contact us to learn more about how you can leverage the power of InnerVoice to achieve 100% in-process quality assurance for your automated welding processes.